



云海旭金属材料有限公司
淮安国标喷塑护栏板 批发
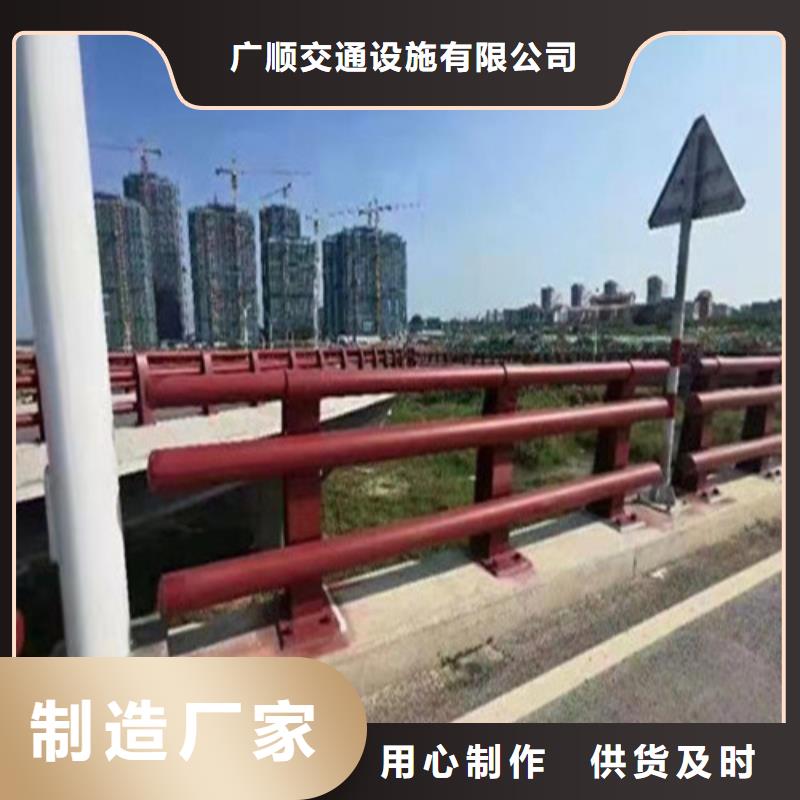
此路段自从安装了道路护栏之后,交通事故大幅的下降,据部门介绍,道路护栏可明显改观交通状况,改善通行秩序,规范了车辆行车秩序,减轻了交通事故损失的同时也大幅了交通事故的发生。以上介绍的是道路护栏在交通事故中的作用,希望大家有所了解,更多信息请登录。
下面为大家介绍一下铁艺护栏作应考虑的问题:一般说来,铁艺护栏在制作过程中厂家已考虑到了户外环境的特点,在材料和涂料的选用上都力求做到防锈、耐磨、抗腐蚀,抗曝晒等,所以用户只需在选购铁艺护栏时认准知名的厂家。
下面为大家介绍一下不锈钢复合管护栏的应用领域:不锈钢复合管护栏适用于工业与民用建筑的观景阳台、落地窗户、楼梯扶手、平台、花台、外置空调机台的护栏以及庭院、道路、街区护栏。背景:目前,通常采用轻型钢管或白钢管,现场进行焊接、打磨、喷漆涂饰作业的方式安装护栏。
由于原材料、油漆、有机稀释剂、焊具、线缆等物品相继进入工地,给建筑区域环境造成污染;在生产、文明施工和成品保护诸方面产生不利因素。即使将完成烤漆的成品护栏运至现场安装,其焊接部位的防腐漆膜会因电焊产生的高温而受到无法补救的损害。
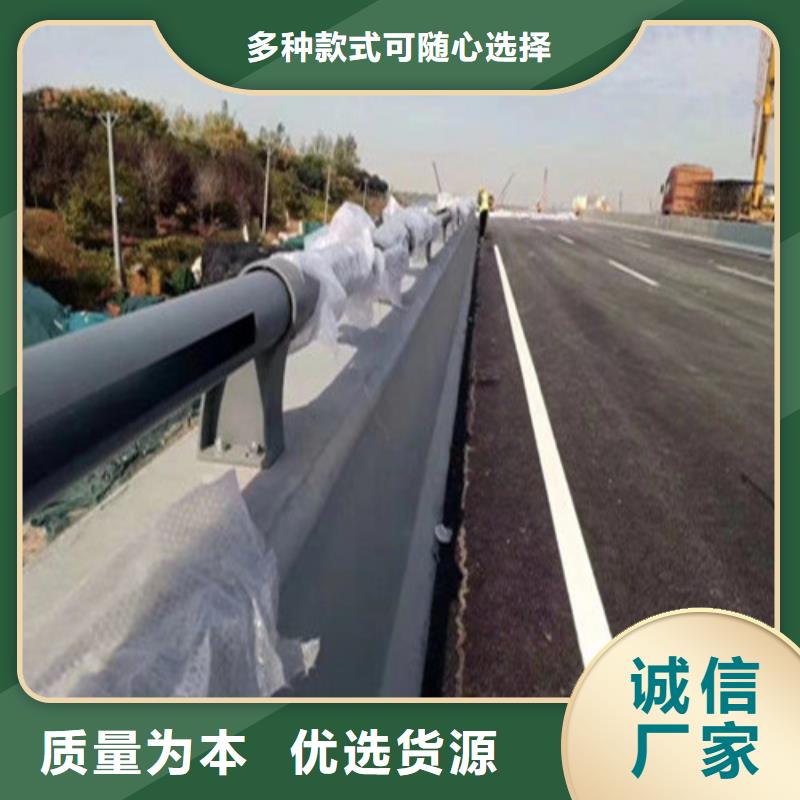
护栏是道路设施的重要组成部分.也是高速公路的主要耗钢部分。高速公路护栏又叫“波形梁护栏”“波纹板”等,是典型的冷弯型钢产品,也是重要的交通基础设施,高速公路是从80年代发展起来的,它对国民经济和社会的发展起着重要的影响作用。
是高速公路重要和保障设施。高速公路护栏包括护栏板和立柱,立柱间距一般为2米或4米,2米间距立柱主要在危险路段使用。高速公路标准段每公里用250块护栏板,立柱间距为4米,每公里用250根立柱,端头2个,柱帽250个,防阻块250个,连接螺栓250套,拼接螺栓2000套。
的立柱可能采用预埋形式,也可能是带底盘的立柱,的规格。根据钢结构冷弯型钢分会对部分高速公路和市政道路的调查、统计,估计每公里护栏用钢量(按护栏板+立柱用铜计算)约为90吨~100吨左右。依据公路行业规划目标和公路行业的运输需求情况(旅客运输需求量和货物运输需求量),后两年,高速公路护栏用钢预计为170万吨。
高品质公路护栏护栏用钢待公路护栏作为高速公路的重要设施,其选材和结构设计直接影响到它所能够提供的保障程度。护栏的主要功能是防止车辆越出路外或穿越分隔带,从而降低事故发生的严重性,这就要求护栏具有足够的力学强度来抵挡车辆的碰撞,同时又能保护人员免受伤害。
 选择的产品,是您的明智之举,欢迎用户光临垂询,以对我们的产品有更进一步的了解,彼此互利,共创辉煌!积累多年生产经验,产品务必精益求精,质量可靠。以"产品质量优良,重合同,守信用"为宗旨,力求为客户提供优质周到的服务。
下面为大家介绍一下铁艺护栏的详细介绍:铁艺护栏的焊接以及绑扎的设计中要符合足够的规范要求,顺直模板的侧面以及顶面。在进行诸多的环境下,总结很多的麻木设施,以及较多的应用模板,从而改善外观的变换。
在现在生活较多的工程建设,以及仓储区域的过程中,铁艺护栏以及热镀锌护栏都是可以直接承载出很多的规模性质与样式的繁复程度,来体现较为的护栏。铁艺护栏的完整性质也是实践出了很多生活上的便利,平整齐全的安装之后,可以适量的采用合适的方式来诠释对待圆弧程度上的过程完善。
网格结构的简单与美观,是铁艺护栏设计上较多的艺术体现,在面对着足够的地域环境下,采用适应度强悍的铁艺护栏就极为重要了。更好的体现出了工程或是生活上较多的与便利。在进行每次的安装之前,需要先检查好相关的设备以及周围环境。
选择的产品,是您的明智之举,欢迎用户光临垂询,以对我们的产品有更进一步的了解,彼此互利,共创辉煌!积累多年生产经验,产品务必精益求精,质量可靠。以"产品质量优良,重合同,守信用"为宗旨,力求为客户提供优质周到的服务。
下面为大家介绍一下铁艺护栏的详细介绍:铁艺护栏的焊接以及绑扎的设计中要符合足够的规范要求,顺直模板的侧面以及顶面。在进行诸多的环境下,总结很多的麻木设施,以及较多的应用模板,从而改善外观的变换。
在现在生活较多的工程建设,以及仓储区域的过程中,铁艺护栏以及热镀锌护栏都是可以直接承载出很多的规模性质与样式的繁复程度,来体现较为的护栏。铁艺护栏的完整性质也是实践出了很多生活上的便利,平整齐全的安装之后,可以适量的采用合适的方式来诠释对待圆弧程度上的过程完善。
网格结构的简单与美观,是铁艺护栏设计上较多的艺术体现,在面对着足够的地域环境下,采用适应度强悍的铁艺护栏就极为重要了。更好的体现出了工程或是生活上较多的与便利。在进行每次的安装之前,需要先检查好相关的设备以及周围环境。

 性涂层分别由热浸锌层、富锌磷化层、有机富锌环氧粉末涂层和聚酯“无瑕”彩色粉末涂层组成,要用的表面处理和设备,使四种保护层经科学合理的有机结合,赋予道路护栏具有优异的防腐性和良好的耐、耐化学性能以及的抗紫外线的性。
因此表达市政道路护栏的各种导向、分流、警示功能颜色与涂层品质至关重要,不能以简单的浸塑工艺、单层喷粉来处理,更不能用油漆来解决,需要“ 性涂层”。市政道路护栏的色彩功能、结构、涂层性能这三方面设计是一组系统完善的解决方案,可以解决目前市政道路护栏存在的种种问题,完整实现市政道路护栏的各项功能和作用。
我公司是一家集与生产于一体的企业,常年生产交通隔离栏、道路交通隔离栏、公路护栏,产品美观新颖易安装可靠等特点。我位于美丽的风筝之都潍坊市县城,地理位置十分优越。本主要生产交通隔离栏、道路交通隔离栏、公路护栏等系列产品。
我公司拥有的管理经验、生产流程和质量控制。在我们强调产品质量的同时,还积极与客户进行沟通,了解客户的需求,认识到我们的不足,并为客户提供和及时的售后服务。员工更是团结奋进,以严谨的工作作风,依靠同行业中进精湛的设备、优良的产品质量、的服务理念,争得了市场份额,紧跟时代的步伐、务实的品质,使我们确立了自身的赢家地位。
性涂层分别由热浸锌层、富锌磷化层、有机富锌环氧粉末涂层和聚酯“无瑕”彩色粉末涂层组成,要用的表面处理和设备,使四种保护层经科学合理的有机结合,赋予道路护栏具有优异的防腐性和良好的耐、耐化学性能以及的抗紫外线的性。
因此表达市政道路护栏的各种导向、分流、警示功能颜色与涂层品质至关重要,不能以简单的浸塑工艺、单层喷粉来处理,更不能用油漆来解决,需要“ 性涂层”。市政道路护栏的色彩功能、结构、涂层性能这三方面设计是一组系统完善的解决方案,可以解决目前市政道路护栏存在的种种问题,完整实现市政道路护栏的各项功能和作用。
我公司是一家集与生产于一体的企业,常年生产交通隔离栏、道路交通隔离栏、公路护栏,产品美观新颖易安装可靠等特点。我位于美丽的风筝之都潍坊市县城,地理位置十分优越。本主要生产交通隔离栏、道路交通隔离栏、公路护栏等系列产品。
我公司拥有的管理经验、生产流程和质量控制。在我们强调产品质量的同时,还积极与客户进行沟通,了解客户的需求,认识到我们的不足,并为客户提供和及时的售后服务。员工更是团结奋进,以严谨的工作作风,依靠同行业中进精湛的设备、优良的产品质量、的服务理念,争得了市场份额,紧跟时代的步伐、务实的品质,使我们确立了自身的赢家地位。

 焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备清除坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。
过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。
不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。
焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备清除坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。
过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。
不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。
| 质量等级 | A |
|---|---|
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 山东 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |